

by Jörg Leonhartsberger, Sales Director Packaging Engel
The challenges that developments in the packaging sector place on the injection moulding process.
The ever-advancing weight reduction of packaging through reduced wall-thickness is an ongoing topic
in the packaging industry, which is constantly increasing the demands on injection moulding machines.
The trend towards reduced wall-thickness for thin-walled packaging
The trend towards reduced wall-thickness for thin-walled packaging goods is primarily based on economic considerations:
In the case of injection moulding machines, which run in continuous mass production, the material input contributes
up to 70% to the total costs of ownership – even a small reduction in the weight of the individual product therefore
has a high overall impact on the profitability of a production plant. But where to save material without compromising
the functionality of the packaging? Handles and lids – the functional structures on packaging – need a certain amount
of material reserve to fulfil their purpose safely. Thus, the material saving is mostly made by reducing the wall thickness.
In the production of a 1 L pail on a mould from BRINK Moulds & Automation, this approach was taken into account
in the design of the product and mould: by reducing the wall thickness to 0.4 mm, the part weight
and thus the material consumption could be reduced by 20% to 21.56 grams.
The label of the pail is applied using the IML process, is made of the same material and, in addition
to simplifying recycling, also contributes to the stability of the pail.
Demands on the injection unit: highest dynamics
The thinner the packaging, the more extreme the flow path/wall thickness ratio. T
o achieve a smooth process and to ensure a consistently high part quality, two aspects are particularly important:
High injection dynamics: machines tailor-made for the production of thin-walled packaging achieve injection speeds of up to 1,200 mm/s. In addition, they feature high acceleration to achieve these speeds even with the very short injection strokes customary in the industry.
High process consistency: ensuring constant process parameters is a challenge with the extreme machine movements. The parameters are subject to a very narrow range of fluctuation, because even the smallest deviations can make the difference between a good part and a reject due to the minimal wall thickness.
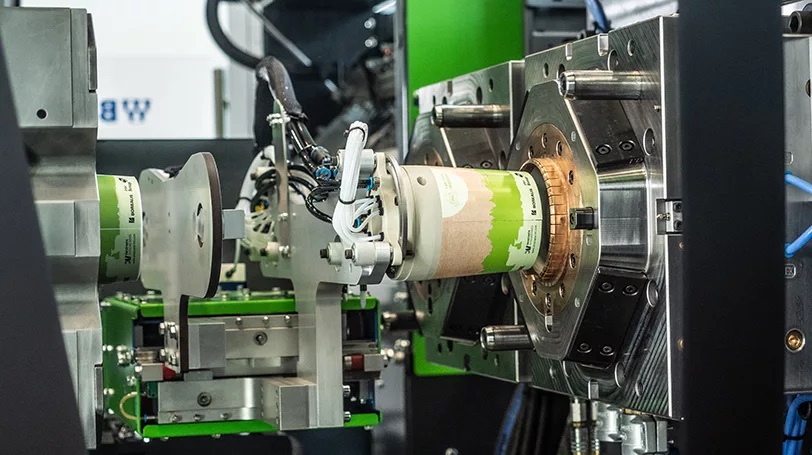
For the production of this pail with a flow path to wall thickness ratio of approx. 500:1, we therefore selected
our new ENGEL e-speed due to the extreme requirements in terms of dynamics and process stability:
this series is tailor-made for the requirements of a modern production line in the thin wall packaging sector.
The manufacturer thus achieves and ensures profitable and smooth production of the 1 L pail shown.
The 1L pail is used to show what is possible when the ENGEL e-speed high-speed packaging machine is combined
with automation and moulds from Brink. The Brink NOVA technology is used in the mould, which enables
an additional reduction in wall thickness and thus weight savings.

Requirements for the clamping unit: maximum output
As already mentioned, in the packaging sector we are mostly in the mass production sector.
Output maximisation and the associated increase in profitability are important success criteria here.
On an injection moulding machine, this can be achieved primarily through shorter cycle times in
some packaging applications, cycle times have been reduced to less than 2 seconds.
Two aspects are decisive for this on the clamping unit:
Efficient drives: read more about the hybrid machine layout that we at ENGEL are implementing on
our e-speed in the last paragraph.
Highly stable mechanical components
The resulting higher investment costs are compensated for in several ways over the life cycle
of the injection moulding machine:
Via the reduction in material costs mentioned at the beginning of this article
About the increase in output
About the reduced maintenance effort and thus decreasing maintenance costs
The targeted design of the individual mechanical components and drives of our e-speed result in a machine
that not only offers the highest dynamics and reproducibility, but also low maintenance.
With our customised ENGEL care service packages and our predictive wear measurement,
unplanned downtimes can be avoided and planned downtimes kept as short as possible.
Turnkey solution for the production of thin-wall packaging products with IML
The drive concept – energy-saving yet powerful
To keep energy costs low and at the same time cope with the high dynamics on the injection and clamping side,
a well thought-out, efficient drive concept is needed. A hybrid machine layout has proven to be the most suitable
in the thin and ultra-thin wall sector:
Servo-electric drives combined with intelligent control of the battery for the hydraulic injection unit.
A kinetic energy storage system for the reduction of energy peaks thus offers further savings potential
for producers with load-dependent electricity tariffs.
All in all, this drive concept makes it possible to achieve
a high performance
at stable processes
at comparatively low energy consumption.
The energy analysis of the e-speed in the practical example shows the potential of a modern
high-performance injection moulding machine for the packaging industry: a specific energy requirement
of just 0.763 kWh/kg combined with high output ensures profitable production.

For detailed information and presentation of ENGELnjection molding machines and tehnology
Contact us
Neofyton – company headquarters
Address – Partizanska 27b 21000 Novi Sad, Serbia
E-mail – info@neofyton.com
Phones
+381 21 452 642 +381 21 472 32 48
www.neofyton.com
General Manager – Zoran Tadic, dipl.ing. Msc.
E-mail – zoran.tadic@neofyton.com
Sales Director – Pedja Sandic
E-mail – pedja.sandic@neofyton.com
Phones
+381 64 6138226 Serbia
+385 912 227 883 Croatia
+2348147352823 Nigeria